

Introduction
CNC turning procurement managers receive quotes that are typically all over the place; there can be a 40–70% spread in pricing for what seems like a simple identical part. In effect, the price variance is so high that the lowest quote could well be masking serious risk factors. This is largely due to the opacity of quotes, which usually come without any explanation or transparency into the underlying cost drivers such as machining cycle times per feature and material utilization, let alone quality measures.
This article gives you the forensic tools necessary to get inside the box that is your quote and understand whether your supplier quote is an efficient or a dangerously inefficient one. We show you how you can audit the four basic “genes” of cost. This means auditing the machining times based on geometry, evaluating material yield, and valuing IATF 16949. With this kind of understanding, you can transition your sourcing criteria from up front cost to Total Cost of Ownership (TCO), according to the APICS SCOR model.
What Are the Four Mandatory “Cost Genomes” in a Completely Transparent CNC Quote?
It is important to understand that a transparent price quotation does not consist of a single number but represents a cost story. Without detailed information, one cannot talk about fairness, let alone optimization opportunities. The APICS SCOR framework stresses the importance of a supply chain cost structure transparency as a prerequisite for advanced procurement operations, which includes understanding of four mandatory cost genomes.
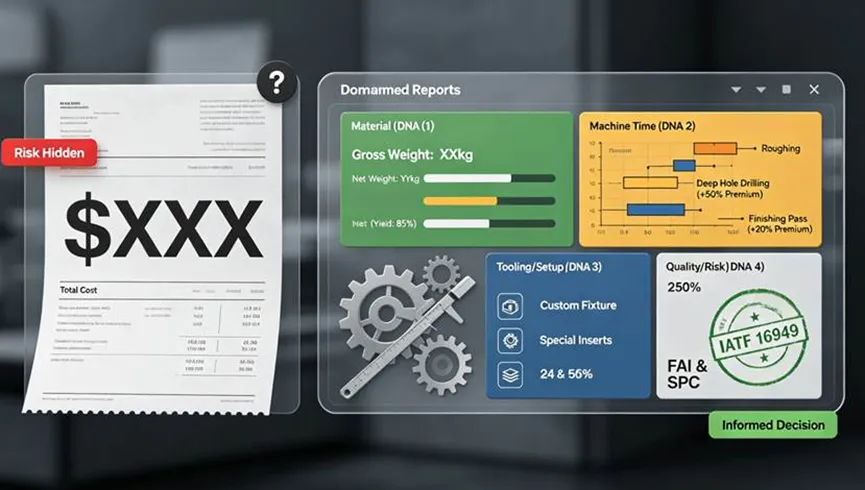
1. Material Cost: Not Just the Base Cost of Metal/Plastic Bar Stock
In addition to the basic price of a metal/plastic bar stock, the quote should provide the supplier’s estimated material yield, i.e., the actual net weight of a finished product. Many suppliers calculate material costs using the gross weight of a raw metal/plastic bar without considering the possibility of material optimization or usage of the material remnants. This way, one can avoid overcharging on material by up to 8-15%.
2. Machine Time: The Engine of the Quote
Time spent on labor and machine operations are the most significant variables. A reputable quote will detail the total cycle time of the job into reasonable sections such as roughing, finishing, threading, and grooving. There must be justification for premium time allocations for complicated processes like deep holes and stringent tolerances. If there is no indication of the various machining times, then all we can do is guess about its accuracy. This is crucial for determining the real manufacturing cost.
3. Tooling and Setup: The Hidden Amortization
Every job has particular cutting tools, fixtures, and CNC programming. In a transparent CNC turning quote, these are not hidden under high hourly rates but itemized separately. This lets us identify whether the quoted amount includes amortized costs for setup-intensive prototype production or cycle-time intensive high-volume production runs. It also helps determine if the supplier uses inferior cutting tooling that wears out quickly and requires more cycle time.
4. Quality and Cost of Systems: The Risk Mitigation Cost Factor
A quality-oriented supplier uses statistical process control, first article inspection, and certifications like ISO 9001. There is an associated cost in doing all this. This will show up in the form of a quality assurance line item in any quote provided to you by such a supplier. Quotes not listing a quality assurance item may be hiding some dangerous inspection shortcuts.
How to Scientifically Test the Truthfulness of the “Machining Time” Estimate Based on Part Geometry?
Machining time is the most misused parameter in estimating costs. Suppliers do not always rely on feature-based estimation but rather use average values which can be very costly for you. There is an approach to scientifically check this value against your part geometry.
l Time Premium for Deep Hole Drilling: The drilling of deep holes (where the diameter/depth ratio exceeds 5:1) does not conform to normal drilling practices. These parts need specific processes such as peck drilling or gun drilling that allow chip clearance and avoid damage to tools. This is bound to be much slower than ordinary drilling. Any good estimate of CNC turning costs will factor in a premium of 50-100% for these critical features. A quote without the time premium is either wrong or a sign that the supplier intends to apply non-traditional methods.
l Time Premium for High-Precision Finishing Passes: Finishing passes that ensure tight geometric tolerances (say, a roundness below 0.01 mm) and high precision in surface finishes (Ra< 0.8µm) cannot be attained using ordinary methods. They will take additional time due to slower machining, frequent stops for checking and specially crafted tools. A valid quote should provide some margin for these critical components, around 20-30%. A quote with equal estimated times for high precision and commercial-grade parts will most certainly be incorrect.
l Complications and Inefficient Toolpaths: Complicated geometries, Acme threads, and difficult grooves require sophisticated CNC programming and slower cutting speeds to prevent crashes. An intelligent purchaser develops the skill to recognize these “time sinks” and challenge quotes that appear unrealistically low in light of the geometric complexity, since they might be coming from an inefficient supplier who uses overly aggressive and destructive settings.
More Than Material Grade – What’s the “Yield Rate” and Why Does It Cost You 8-15%?
Two manufacturers quoting the same material grade at the same market price will have widely differing material costs based on their yield rate – the efficiency with which stock is turned into usable parts. Yield rate is one of the most commonly ignored opportunities for cost savings.
1. Gross Weight vs. Net Weight Pricing
A lot of suppliers, especially those that specialize in the high-volume custom CNC turning parts pricing business, price their products by the gross weight of the material used, even though this includes the weight of the material in the form of chips that fall off during the process onto the floor. Instead, it would be much fairer to bill according to the weight of the finished product including an acceptable amount of scrap that should be disclosed. The disparity between the two billing approaches may turn out to be rather great in the case of parts of relatively large diameter.
2. Effect of Nesting and remnant Management on Your Parts Cost
Your supplier should make use of sophisticated nesting software in order to minimize the amount of unused material between the parts placed next to each other on a long bar. Moreover, it should be able to utilize the remnants from previous jobs. Thus, if your quotation includes a very low material utilization rate (such as 60%), then you will be paying for the inefficient work performed by the supplier.
3. “Should-Cost” Material Calculation
You can make a simple “should-cost” analysis. Make sure to calculate the volume of your finished piece to find its net weight. Then apply a realistic scrap allowance (e.g., 10-15% in a highly optimized process). If the material allowance in the quote is 30% above the calculated number, this means that there is significant room for negotiations or that you need to look at the supplier’s manufacturing process carefully.
The Unspoken Premium: Why Quotes from IATF 16949Certified Suppliers Are Entitled to 5-10% More
When comparing prices on a job from a regular machine shop and from an IATF 16949 certified supplier, a 5-10% premium is a typical thing. This does not mean that you pay extra; rather, it is a risk premium that brings huge value even for non-automotive pieces. An IATF 16949 certified process guarantees such quality control that makes failures almost impossible.
- Prevention Costs vs. Cost of Failure: The supplier with IATF 16949 certification puts a lot of effort into prevention: conducting FMEAs, performing gage R&R, and managing changes rigorously. All of these activities require spending money, which is included in the quoted price. In contrast, a non-certified supplier could omit these activities and provide a much lower price at first glance. But the price for even one failed batch of components, resulting in either shutting down the assembly line or recalling the products, would amount to 100 times the initial “savings.”
- Data Traceability & Accountability: Traceability is a must as per IATF 16949. The supplier is able to trace every part back to the raw material batch tools workers, and inspections. Such responsibility will be a lifesaver when a product fails the field. It goes a long way in containing the problem and rectifying it immediately, thereby safeguarding your brand’s reputation from any harm.
- Process Consistency from Batch to Batch: What ISO 9001 and IATF 16949 really means is that the process is capable. What that means is that the tenth thousand unit is no different from the first one in terms of quality. That is essential because OEMs use just-in-time delivery systems where every single unit cannot be inspected. It is the high price paid for using a supplier that holds the certification. Consequently, in choosing a partner for the future, checking whether they implement standards such as IATF 16949 is vital in choosing CNC turning parts manufacturers.
Case Study: Cutting Costs by 20% with Collaborative “Should-Cost” Methodology
A practical example clearly illustrates the advantages of shifting from the confrontational discussion of prices to a collaborative analysis of cost engineering. An industrial company was making shaft components and received different quotations. However, it turned out that the problem could be solved through another question: instead of “why so expensive?”, one should ask “how can we redesign the product to make it less expensive?”
1. The Original Problem: Opaque Pricing and Suboptimal Part Design
The original part design necessitated several secondary processes following the first stage of turning. The pricing was high since the suppliers had accounted for the elaborate processes. Material requirements in the design were also too much in consideration of the part’s functionality.
2. The Successful Collaboration: DFM and Streamlining of Processes
The procurement team presented the pricing details to the engineering team and the supplier companies. As a result, the team carried out “reasonably cost” evaluation of the part. Evaluation found out that there is room for changing some of the tolerances and the material class used in order to machine the part using one machining cycle in the swiss turning machine.
3. The Result: Reduced TCO and Improved Partnership
The joint DFM effort led to a decrease in unit costs by 20%, without affecting its performance. Even more, it lowered the part’s TCO because it eliminated the complexity of dealing with different suppliers and decreased the chance of making mistakes when moving between operations. This example shows that the best way to save money is through smart engineering, rather than negotiating with suppliers.
The RFQ Evaluation Checklist for You: Transitioning from Cost Comparison to TCO
In order to apply the above forensic approach, please make sure that you have this checklist in hand when reviewing your next CNC turning RFQ. It should help you go below the surface and understand the real condition of the offer.
1. Technical and Commercial Transparency
The basis for any trustworthy quote is the technical rationale behind the price and its commercial justification. The starting point is to verify whether a detailed cost breakdown can be provided for each element: materials, time for machining, tooling, and the associated costs. When evaluating the material content, only net weight should be taken into consideration, along with the utilization factor. Justification for estimated machining times should include geometric complexities of the part such as premium costs related to deep holes or tight tolerance requirements. Real transparency requires verification of process flow or a routing sheet that verifies logical justification of time and cost structure.
2. Quality and Risk Assessment
Risk assessment is performed by assessing a supplier’s systemic capabilities to ensure failure-free production, affecting TCO significantly. One of the key considerations is certification, either IATF 16949 or AS9100D or other industry specific certification such as ISO 13485. This provides indication of a well-developed and prevention-focused quality management system. Inspection plan needs to be examined for FAI rigor, SPC application, and acceptance criteria. Finally, the terms of trade have to consider a fair system for ECOs and non-compliance liabilities.
3. Strategic Partnering and TCO Considerations
The objective here is not to find an ordinary supplier but to identify a strategic partner. Check how willing they are in terms of collaborating on DFM and coming up with a “should-cost” approach rather than just offering quotes passively. Measure their operational maturity based on guarantees regarding lead time and their ability to ramp up according to forecasts. Investigate the traceability capabilities with respect to materials certification and lot traceability, which become necessary during audits and for root cause analysis. By systematically evaluating the quotes on such bases, you can make a well-informed decision considering TCO.
Conclusion
The huge disparity of 65% between CNC turning part prices is not a one-off but truly a mirror of the opaque way in which these parts are procured. By using a detective, total cost of ownership (TCO)-centered strategy, you can unravel these price tags. The secret is to check the four main cost drivers: material, labor/time, tooling, and quality, and to insist on the level of transparency required for a precise manufacturing cost breakdown. Introducing such uncompromising tactics into your workflow will enable you to move away from being a passive price taker and instead become a value-focused business partner who secures high-value components from trustworthy suppliers.
FAQS
A: Give a full data set: a complete 2D drawing with GD&T, 3D STEP model, accurate materials information, and planned volume. It helps to eliminate any guesswork by the suppliers, and guesswork is one of the main reasons why prices vary. All suppliers will be pricing your parts consistently.
A: Ask for a basic process map. Compare the listed time with such factors as presence of holes, small tolerances, and other complexities. If the time estimate is the same for a complex geometry and for a simple straight shaft, it is very likely unrealistic.
A: Absolutely, for mission-critical components. The cost covers a better quality system, which minimizes catastrophic errors and costly downtime. For non-mission critical commodities, it might be less of an issue, although certification still shows better process discipline.
A: Data-driven negotiation is most effective. You can negotiate on those areas that can be supported through data, such as DFM (like loosening tolerances which may not be critical, thus saving time) or ordering strategy (like committing to high quantities). Asking for reduced rates alone will not yield much success.
A: Your complete FAI should contain the following: certificate of mill test report of the raw material used, dimensional measurements including deviations, inspection tools information, geometrical tolerances, and surface finish.
Author Bio
The author is a manufacturing and supply chain expert with extensive knowledge of CNC machining quotations and TCO improvement. Based on a background with LS Manufacturing and other top firms in the sector, the author specializes in assisting procurement professionals in deciphering supplier quotes and establishing robust and efficient supply chains. For a free quote analysis of your CNC turning RFQ through the forensic approach described in this article, contact them today.
Related posts:
 Water Damage Restoration Service Lanham: Fast & Efficient
Water Damage Restoration Service Lanham: Fast & Efficient
 What Does C3PAO Mean for the Future of Risk Management?
What Does C3PAO Mean for the Future of Risk Management?
 Creating Stunning Face Swap Videos with AI: How to Use Face Swap Video Tools for Free
Creating Stunning Face Swap Videos with AI: How to Use Face Swap Video Tools for Free
 How Dechecker AI Checker Turns Awkward Drafts Into Human-Readable Content
How Dechecker AI Checker Turns Awkward Drafts Into Human-Readable Content
 The Complete Guide to Using Telegram for Secure and Smart Communication
The Complete Guide to Using Telegram for Secure and Smart Communication
Leave a Reply